• Автоматизированная линия холодного профилирования для изготовления профнастила НС35-1000
Линия автоматизированная ЛПП – 1250 (ГОСТ 24045-94)
1) Назначение оборудования
Данное оборудование предназначено для изготовления стальных холодногнутых листовых профилей с трапециевидными гофрами
(далее - профилированный лист, профнастил) типа НС35-1000 по ГОСТ 24045-94, строительного применения, для настила и стеновых ограждений.
1.1. Профиль, изготавливаемый на оборудовании:
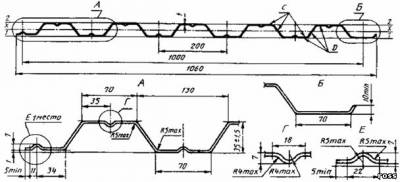
Справочные величины на 1 м ширины
Масса при сжатых полках по оси 2 - 2 при сжатых полках по оси 1 - 1
Обозначение профилированного листа t, мм Площадь сечения А, см2 1 м длины, кг момент инерции, Ix, см4 момент сопротивления, см3 момент инерции, Ix, см4 момент сопротивления, см3 Масса 1 м, кг Ширина заготовки, мм
Wx1 Wx2 Wx1 Wx2
НС35-1000-0,6 0,6 7,5 6,4 14,92 8,56 8,27 15,41 9,25 8,4 6,4
НС35-1000-0,7 0,7 8,75 7,4 17,36 9,95 9,58 17,87 10,73 9,74 7,4 1250
НС35-1000-0,8 0,8 10 8,4 19,89 11,44 10,92 20,25 12,16 11,04 8,4
1.2. Требования к материалам
В качестве заготовки для использования в данном оборудовании, должны применяться следующие материалы:
1) Рулонная сталь тонколистовая оцинкованная по ГОСТ 14918-80 ОН, БТ, ХП (марка стали 08пс, 08 кп по ГОСТ 9045-80, применение - ХП).
Минимальная толщина заготовки - не менее 0,55 мм, максимальная - не более 0,8 мм.
2) Рулонная сталь тонколистовая с защитно-декоративным лакокрасочным покрытием для строительных конструкций по ГОСТ 30246-94
(марка стали 08пс, 08кп по ГОСТ 9045-80, применение ХП). Минимальная толщина заготовки - не менее 0,55 мм, максимальная - не более 0,8 мм.
3) Допускается по согласованию с изготовителем использовать другие материалы, удовлетворяющие требованиям ГОСТ 24045-94.
4) Ширина заготовки, используемой для изготовления профнастила НС35-1000 составляет 1250 мм.
1.3. Характеристики оборудования
Изготовление оборудования осуществляется по согласованному техническому заданию, исходя из требуемой производительности,
используемых материалов, площади, доступной для размещения оборудования, качества производимого профиля.
В настоящем предложении приводятся базовые характеристики и комплектация линии, заложенные изготовителем.
Стоимость и сроки изготовления могут различаться в зависимости от комплектации линии, потребностей и возможностей заказчика.
Состав оборудования:
1) Разматыватель рулонов металлопроката, двухопорный, приводной:

Предназначен для установки и размотки рулона заготовки, подачи заготовки в прокатный стан.
Максимальный вес устанавливаемого рулона - 10 000 кг.
Ширина рулона - 1250 мм, внутренний диаметр рулона - 540 - 680 мм, внешний диаметр рулона - до 1150 мм.
Механизм разжима рулона - ручной, диапазон разжима щек разматывателя - 520 - 700 мм.
Привод разматывателя: редукционный электродвигатель N=4 кВт, редуктор - цилиндрический, тормоз колодочный электромагнитный
Максимальная скорость размотки рулона - исходя из скорости профилирования (до 30 м/мин).
Разматыватель оборудован: пультом управления, устройством плавного пуска/останова, датчиком контроля петли
для согласования скорости размотки рулона со скоростью профилирования прокатного стана линии.
Габариты: 2700 мм х 1200 мм х 1050 мм, вес - 1100 кг
Установленная мощность - 4,5 кВт
Стоимость оборудования: от 280 000 руб. с НДС-18%.
Срок изготовления - от 20 календарных дней
Возможно изготовление оборудование под характеристики заказчика, по согласованному техническому заданию.
Возможна комплектация линии консольным разматывателем
2) Стан прокатный:
Предназначен для последовательного формирования ленты, подающейся с разматывателя линии, в профиль НС35-1000.
Состоит из: рамы стана, профилегибочных клетей с установленным инструментом для изготовления профиля НС35,
направляющих и заправочных устройств, приводов, защитных ограждений.
Количество профилегибочных клетей - 14.
Рама прокатного стана состоит из 3 (трех) секций с установленным набором клетей, каждая
секция оборудована индивидуальным приводом (редукционный электромотор, приводная цепь, приводные и
проводящие звездочки, шестерни.) Секции соединяются друг с другом резьбовыми пальцами.
Стан приводится 3 (тремя) редукционными электромоторами, мощностью 5,5 кВт каждый (мотор-редуктор / двигатель + цилиндрический редуктор).
Характеристики приводов - исходя из требуемой производительности линии.
Управление приводами всех секций осуществляется от общего частотного преобразователя системы управления линией.
Привода работают по схеме плавного пуска/останова, с настраиваемыми параметрами времени разгона и остановки стана.
Скорость профилирования прокатного стана - до 30 м/мин.
Габариты оборудования: общая длина - 14 000 мм (с учетом установленных ножниц и заводящего стола), ширина - 1400 мм (с учетом установленных ограждений)
высота - 2300 мм (по верхнему габариту установленных гильотинных ножниц)
Вес оборудования, с гильотинными ножницами, ограждениями, приводами, заводящим столом - 10 000 кг.
Габариты приводной секции: длина - 4000 мм, ширина - 1400 мм, высота - 1400 мм.
Вес одной секции - 3000 кг.
Суммарная установленная мощность: стан - не более 16,5 кВт, с установленными гильотинными ножницами - не более 21 кВт.
Стоимость оборудования: от 1 950 000 руб. с НДС-18%, гильотинные ножницы в стоимость не входят.
Срок изготовления - 60 календарных дней.
3) Устройство отрезное (ножницы гильотинные электромеханические):
Предназначены для отрезки готового профиля НС35 на листы мерной длины. Отрезные ножи - фигурные, по форме отрезаемого профиля НС35.
Приводятся редукционным электромотором мощностью 4 кВт. Управляются системой управления линией (мерность реза - датчик мерной
длины, контроль положения ножа и цикл резки - конечные выключатели). Для отрезки профиля, прокатный стан останавливается по
команде с датчика мерной длины, запускается привод ножниц. Цикл резки - около 3,5 сек (с учетом времени останова прокатного стана).
По выходу подвижного ножа в верхнюю точку, запускается привод прокатного стана. Для остановки подвижного ножа в верхнем
положении установлен колодочный тормоз с электромагнитом. Предусмотрена кнопка запуска ножниц в одиночном режиме работы
(для проверки, отладки, ручного реза профиля, пр.).
Ножницы устанавливаются на раму прокатного стана линии, в габаритах стана.
Габариты оборудования: длина - 500 мм, ширина - 1650 мм, высота - 2300 мм
Вес оборудования, не более - 500 кг.
Суммарная установленная мощность: не более 4,5 кВт
Стоимость оборудования: от 200 000 руб. с НДС-18%.
Срок изготовления - 15 календарных дней.
4) Система автоматического управления линией:
Служит для управления работой линии и ее отдельных узлов, согласования работы линии в автоматическом режиме.
Состоит из: шкафа управления, комплекта датчиков (датчики контроля петли, датчик длины, датчики положения подвижного
ножа гильотинных ножниц), устройства плавного пуска/останова, установленного на разматывателе линии,
органов управления (переключателей, кнопок, ключей, пр.). Управление работой приводов прокатного стана
осуществляется с помощью частотного преобразователя (инвертора) мощностью 22 кВт, обеспечивающего:
плавный пуск/останов приводов прокатного стана, плавную регулировку скорости прокатки, выбор направления
вращения приводов. Управление работой разматывателя линии осуществляется устройством плавного пуска/останова
привода разматывателя, датчиками контроля петли, обеспечивающими подачу ленты из рулона в прокатный стан
с требуемой скоростью, согласованной со скоростью прокатного стана. Контроль длины изготавливаемых листов
профиля осуществляется мерным колесом, датчиком и счетчиком импульсов, составляющими датчик длины, подключенный
к шкафу управления линией. Контроль работы гильотинных ножниц осуществляется конечным выключателем и
электромагнитным колодочным тормозом, служащими для контроля положения подвижного (отрезного) ножа
гильотинных ножниц, подключенными к шкафу управления линией.
Органы управления линией: автоматические выключатели, разрешающие подачу питающего напряжения на шкаф
управления и узлы линии, ключ, служащий для разрешения пуска оборудования линии в работу, кнопки "Пуск" - "Стоп",
служащие для пуска/останова линии и отдельных ее узлов, переключатель направления вращения приводов
прокатного стана, регулятор скорости вращения приводов прокатного стана, переключатели и индикатор для
задания длины отрезаемого профиля, кнопки аварийного стопа линии. Дополнительная настройка системы управления
может осуществляться с пульта управления частотного преобразователя, установленного в шкафе управления.
Регулировка частотного преобразователя осуществляется изготовителем при пуско-наладки линии и дальнейшего
вмешательства пользователя не требует.
Запуск отдельных узлов линии (разматывателя, ножниц) в одиночном (проверочном) режиме работы возможен
с пультов управления, расположенных на разматывателе и ножницах соответственно.
Стоимость оборудования: 250 000 руб. с НДС-18%.
Срок изготовления - 15 календарных дней.
5) Приемный стол:
Служит для приема листов отрезаемого профиля мерной длины. Изготавливается секциями по 2 - 3 метра, для удобства
транспортировки, секции собираются на месте в приемный стол длиной до 12 000 мм. Выполняется без механизации.
Стоимость - от 30 000 руб. с НДС-18%.
Срок изготовления - не более 3 дней.
По согласованию с заказчиком, линия может комплектоваться:
1) Роликовым приемным столом (рольгангом) требуемой длины
2) Приемным столом с механизмом опускания (штабелером) для накопления пачки листа, с выкатной тележкой
3) Приемным столом с механизмом сбрасывания
2.1. Общие характеристики оборудования (линия ЛПП - 1250)
Обрабатываемый материал: холоднокатаная оцинкованная сталь в рулонах по ГОСТ 14918-80
Ширина ленты в рулоне - 1250 мм
Толщина ленты в рулоне - 0,6 - 0,8 мм
Внутренний диаметр рулона - 540 - 680 мм
Наружный диаметр рулона - до 1150 мм
Максимальный вес устанавливаемого рулона - 10 000 кг
Скорость размотки полосы из рулона - до 0,5 м/с
Скорость профилирования прокатного стана - до 20 м/мин
Производительность оборудования - до 15 м/мин (в зависимости от скорости прокатки, настроек цикла резки,
мерности отрезаемого профиля (количества резов в единицу времени)
Длина изготавливаемых листов профнастила - до 12 метров
Режим работы оборудования - полуавтоматический (установка рулона, начальная подача заготовки в прокатный стан, уборка готовой продукции - ручные операции)
Габариты оборудования:
Длина - 30 500 мм, с учетом приемного стола длиной 12 000 мм
Высота - 2300 мм (по габариту гильотинных ножниц)
Ширина: 2700 мм (по габариту разматывателя)
Общий вес линии: 12 000 кг
Общая установленная мощность: 26 кВт
Обслуживающий персонал - 2 человека
Площадь, необходимая для размещения оборудования линии - не менее 125 м.кв.
Габариты помещения для установки оборудования линии, с учетом установки рулона, петли, проходов, приемного стола - не менее 4х35 метров.
Требования к подстилающей поверхности: ровный бетонный пол, либо пол, выложенный бетонной плиткой. Специального фундамента не требует.
Крепление оборудования: к полу, анкерами М16-18, заглубление анкера в пол - не менее 250 мм, высота рабочей части анкера над уровнем
пола - не менее 80 мм.
Требования к грузоподъемным механизмам: мостовой кран или погрузчик, г/п не менее 5 тонн для расстановки оборудования линии.
Мостовой кран или погрузчик, грузоподъемностью не менее 10 тонн для установки рулонов заготовки на разматыватель.
Требования к электропитанию: силовой щит 380 В, 50 Гц, не менее 40 А, с заземлением.
Кабели силовые 4-х жильные для подключения оборудования линии - в трубной подводке либо гибком металлорукаве.
Оборудование изготавливается по договору. Общая стоимость оборудования в предлагаемой комплектации - 2 740 000 руб. с НДС-18%.
В стоимость договора входит документация на оборудование, гарантийные обязательства (1 год), обучение персонала заказчика
работе на оборудовании, шеф-монтажные и пуско-наладочные работы.
Срок изготовления линии ЛПП - 1250 - 4 месяца, с правом досрочной поставки.
Оплата - предоплата в размере 60 % от стоимости оборудования, 40 % - по факту готовности оборудования к отгрузке,
после проведения приемки на территории исполнителя.
Возможно изготовление линии в комплектации, отличной от указанной:
1) С консольным разматывателем, с загрузочной тележкой для установки рулона на консоль
2) Без приемного стола / с механизированным приемным столом (штабелером)
Изготовление выполняется на основании технического задания, подписанного сторонами.
Стоимость линии рассчитывается исходя из комплектации, характеристик и потребностей заказчика.
|







